
はじめに:プラントの「心臓部」を担う圧縮機
石油精製・石油化学・天然ガス処理・アンモニア合成・LNGプラントなど、あらゆるプロセスプラントにおいて、圧縮機(コンプレッサー)はポンプと並ぶ最重要回転機械です。ポンプが液体を送り出すのに対し、圧縮機はガスを圧縮・移送するための装置であり、反応器への原料ガス供給、生成ガスの輸送・貯蔵・液化など、プロセスの中核を担います。
プラントの規模や処理するガスの種類によって、圧縮機の方式・容量・設計仕様は大きく異なります。適切な機種選定を誤ると、設備コストの増大や運転効率の低下だけでなく、サージングや振動といった運転トラブルに繋がります。本記事では、プラントで使用される主要な圧縮機の種類・作動原理・選定基準から、API規格対応、サージング・シール・潤滑油システムの技術詳細、そしてメンテナンスの要点まで体系的に解説します。
圧縮機の分類:容積形と速度形
圧縮機は大きく「容積形(正変位形)」と「速度形(遠心形)」の2種類に分類されます。
容積形(正変位形)
シリンダや歯車・スクリューなどで気体を閉じ込め、体積を縮小することで圧力を高める方式です。吐出量は回転速度(またはストローク数)にほぼ比例し、吐出側の圧力が変わっても流量はほぼ一定に維持されます(定容量特性)。
主な種類:
- 往復動式(レシプロ式):ピストン・シリンダによる圧縮
- スクリュー式:雄雌一対のスクリューロータによる圧縮
- スクロール式:渦巻き形状の固定・旋回スクロールによる圧縮(小型・低圧用)
- 回転ベーン式(ロータリー式):偏心ロータのベーンによる圧縮
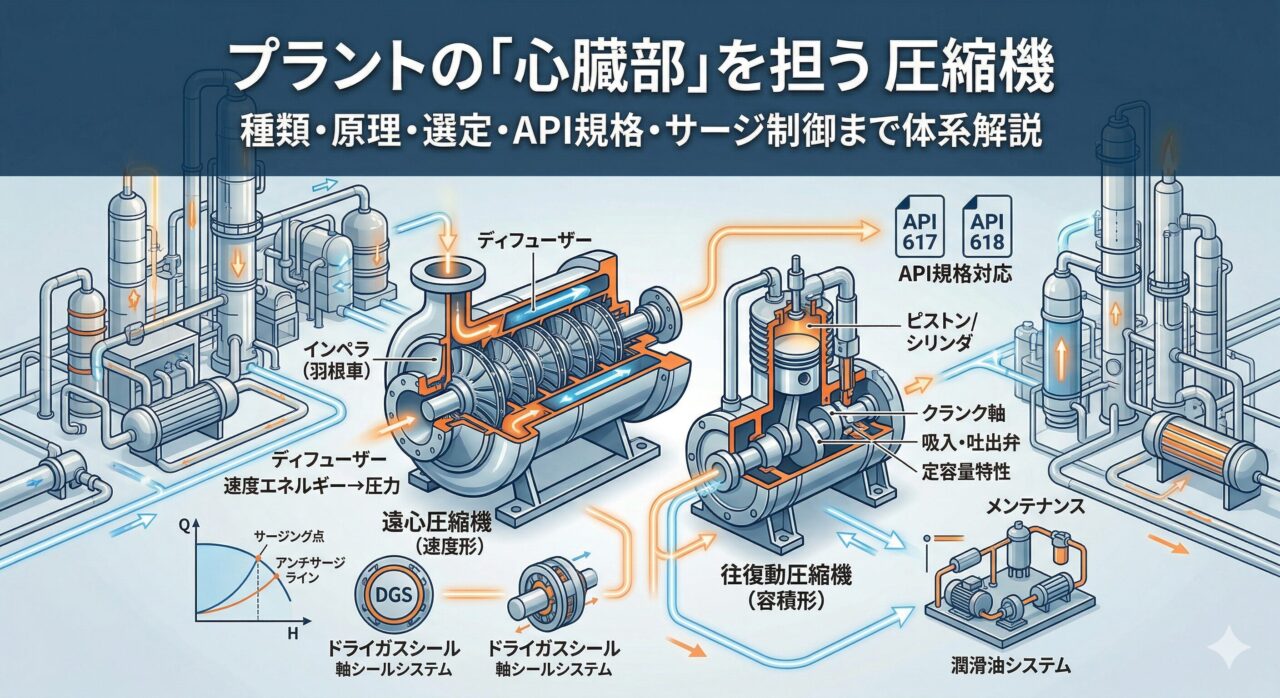
速度形(遠心形・ターボ形)
高速回転する羽根車(インペラ)でガスに運動エネルギーを与え、ディフューザーで速度エネルギーを圧力に変換する方式です。流量は運転圧力に依存し、性能曲線(Q-H曲線) で特性が表現されます。
主な種類:
- 遠心式(ラジアル式):ガスが羽根車の径方向に流れる。最も広く使用される
- 軸流式(アキシャル式):ガスが回転軸方向に流れる。大流量・低圧力比用
プラントにおいては、遠心式と往復動式の2つが主力 であり、本記事でもこの2方式を中心に解説します。
主要圧縮機の作動原理と特徴
1. 往復動圧縮機(レシプロコンプレッサー)
ピストンがシリンダ内を往復運動することで、ガスを吸入・圧縮・吐出します。クランク軸・コネクティングロッドによってモーターやエンジンの回転運動を往復運動に変換する仕組みです。
構造の特徴: シリンダ・ピストン・バルブ(吸入弁・吐出弁)・クランク軸・コネクティングロッド・フレームで構成されます。多段圧縮が容易で、各段の間に中間冷却器(インタークーラー)を設けることで、理論的に等温圧縮に近づけ効率を高めることができます。
適用分野と運転特性: 往復動圧縮機は、低流量・高差圧 の領域で特に優れた性能を発揮します。吐出圧力が10〜100 MPa以上の超高圧領域でも使用可能であり、水素を多く含む低分子量ガスの圧縮には往復動式が経済的に有利です。
石油精製プラントにおける水素化脱硫(HDS)用水素循環圧縮機、アンモニア合成プロセスにおける合成ガス圧縮機、ポリエチレン製造のためのエチレン高圧圧縮機などが代表的な用途です。
課題: ピストンの往復運動による振動・脈動が大きく、基礎構造の強化やサクションドラム・パルセーションダンパーによる脈動対策が必要です。また、バルブの故障が多く、メンテナンス頻度がターボ式よりも高い傾向にあります。
2. 遠心圧縮機(ターボコンプレッサー)
高速回転するインペラがガスに遠心力を与え、インペラ外周のディフューザーで速度エネルギーを圧力に変換します。プロセスガスプラントにおいて最も広く使用される方式です。
構造の特徴: インペラ・ディフューザー・リターンチャンネル・ケーシングで構成されます。複数のインペラを1本のシャフト上に配列した多段式(マルチステージ)が標準的で、段数を増やすことで高い圧力比を得ます。水平分割型(ホリゾンタルスプリット)と垂直分割型(バレル型)があり、高圧・高分子量ガスには漏れリスクが少ないバレル型が選ばれます。
適用分野と運転特性: 遠心圧縮機は大流量・中〜高圧力比 の領域を得意とします。24時間365日の連続運転が求められる大規模プラントに最適で、振動・脈動が少なく運転が安定しています。
エチレンプラントにおける分留塔圧縮機、LNG液化プロセスの主冷凍圧縮機、天然ガスパイプラインのブースタ圧縮機などに採用されています。
課題: サージング(後述)への対策が不可欠です。また、分子量の低いガス(水素など)では動翼によるヘッド生成効率が低下するため、多段化あるいは往復動式への切り替えが必要になる場合があります。
3. スクリュー圧縮機
雄ロータ(4条)と雌ロータ(6条)が噛み合いながら回転し、ロータ間の空間体積を縮小することでガスを圧縮する方式です。
特徴: 往復動式に比べて振動・騒音が小さく、比較的高い圧縮比を1段で実現できます。給油式では大量の潤滑油をロータ部に噴射することでシールと冷却を行い、吐出温度を80〜100℃程度に抑えられます。無給油式では油の混入が許されないクリーンガス用途(医療用空気など)に使用されます。
プラントでは、冷凍・空調システムの冷媒圧縮機、ユーティリティ用計装空気・プラント空気の供給(工場用エアコンプレッサー)として幅広く使用されます。
圧縮機の選定基準:最適な方式を選ぶポイント
流量と圧力比による選定マップ
圧縮機方式の選定において、体積流量(Q)と圧力比(r = 吐出圧力/吸入圧力) が最も基本的な判断軸となります。
一般的な傾向として以下のように整理できます。
| 方式 | 流量範囲(概略) | 圧力比(1段あたり) | 主な用途 |
|---|---|---|---|
| 遠心式 | 数百〜数万 m³/h | 1.2〜4 程度 | 大流量・連続運転・天然ガス |
| 往復動式 | 数十〜数千 m³/h | 最大20以上(多段可) | 低流量・高圧 |
| スクリュー式 | 数百〜数千 m³/h | 最大10程度(1段) | 中流量・計装空気・冷媒 |
ガスの分子量と比熱比の影響
ガスの物性も選定において重要な要素です。遠心圧縮機でインペラが発生できるポリトロピックヘッド(H_p)はインペラの周速と比熱比に依存し、以下の関係があります。Hp∝u2⋅n−1n[(P1P2)nn−1−1]
水素(分子量M = 2)のような低分子量ガスでは、同一の圧力比を達成するために必要なポリトロピックヘッドが大きくなるため、多段の遠心圧縮機か、または往復動圧縮機が選択されます。逆に、天然ガス(メタン:M ≈ 16)や二酸化炭素(M = 44)のような高分子量ガスは遠心式が効率よく圧縮できます。
連続運転性と保守性
遠心圧縮機は摺動部品が少なく、長期連続運転(3〜5年間のターンアラウンドなし)が可能です。対して往復動圧縮機はバルブやリングの交換を要するため、保守コスト・頻度が相対的に高くなります。プラントの稼働率要求が高い場合は遠心式が有利ですが、小流量・高圧の特殊ガスでは往復動式の採用が不可避なケースもあります。
主要API規格と国内対応規格
プロセスプラント向け圧縮機の設計・製作・試験には、米国石油協会(API)の規格が国際標準として広く適用されています。
API 617:遠心・軸流圧縮機および膨張機
「Axial and Centrifugal Compressors and Expander-compressors」を規定するAPIの主要規格です(最新版:第9版 2022年)。石油・化学・ガス産業向けの遠心圧縮機・軸流圧縮機に適用され、以下の事項を規定します。
- ロータダイナミクス:臨界回転数・ロータバランシング(ISO 1940-1対応)
- ケーシング設計:圧力容器強度(ASME Section VIII Division 1相当)
- シールシステム:ドライガスシール(DGS)またはウェットシールの仕様
- 潤滑油システム:API 614に準拠した潤滑・密封油システム
- サージ制御システム:アンチサージコントローラの要件
- 試験:工場試験(ASME PTC-10 Type 1またはType 2試験)
API 618:往復動圧縮機
「Reciprocating Compressors for Petroleum, Chemical, and Gas Industry Services」の規格です(最新版:第5版 2007年、改訂継続中)。石油・化学・ガス産業向けの往復動圧縮機に適用されます。
3つの設計アプローチ(Design Approach 1〜3) が設けられており、脈動・振動対策の厳しさに応じて要求仕様が段階的に規定されています。
- Design Approach 1:シンプルな脈動・振動解析(低圧・低馬力に適用)
- Design Approach 2:脈動解析と振動応答解析の両方を実施
- Design Approach 3:最も詳細な解析(高圧・高馬力・重要プロセスに適用)
大型プロセス圧縮機では原則としてDesign Approach 3が適用され、アナログコンピュータシミュレーション(DAC解析) によって配管系の脈動・振動を事前に評価します。
API 619:スクリュー圧縮機
「Rotary-Type Positive-Displacement Compressors for Petroleum, Chemical, and Gas Industry Services」として、スクリュー・ベーン式などの回転式正変位圧縮機を規定します。
国内規格との関係
日本国内では、JIS規格として圧縮機の一般仕様を規定する規格(JIS B 8340シリーズ等)が存在します。国内の石油化学プラントや精製プラントでは、API規格を優先して適用しつつ、日本の高圧ガス保安法に基づく設備基準(KHK規格)に準拠することが求められます。特に高圧ガス製造設備として届出・認可が必要な圧縮機では、KHKの技術基準への適合確認が不可欠です。
遠心圧縮機の重要課題:サージング(Surging)とアンチサージ制御
遠心圧縮機を運転する上で最も重要な技術的課題の一つが**サージング(Surging)**です。
サージングとは
遠心圧縮機の性能曲線(Q-H曲線)には、流量が減少するにつれて吐出圧力が上昇するという右肩下がりの特性(安定領域)があります。しかし、ある流量(サージング点)以下まで流量が低下すると、ガスの流れが不安定になり、インペラからの流れの剥離が生じます。
この状態になると、インペラは圧力を上げられなくなり、配管系の高い圧力によってガスが圧縮機の吸入側に逆流します。圧力が下がるとまた順方向に流れが戻り、再びサージング点以下になると逆流が起こる——この周期的な逆流現象がサージングです。
サージングが発生すると、圧縮機には激しい振動・騒音が生じ、インペラ・ラビリンスシール・スラスト軸受などの内部部品を損傷させます。最悪の場合、軸損傷・ケーシング破損という重大な機械損傷につながる危険な現象です。
サージング点の検知とアンチサージライン
サージング点は、吸入流量(Q)と吐出圧力(P₂)または圧力比(r)の組み合わせで特定されます。圧縮機メーカーは工場試験(API 617)の結果から性能曲線とサージング点を提供し、設計者はこれを基にアンチサージコントローラを設定します。
アンチサージ制御の仕組み: 吐出側から吸入側へのバイパスライン(アンチサージバルブ)を設置し、流量が設定値(サージングラインより余裕を持った「コントロールライン」)を下回ったとき、アンチサージバルブを開いてバイパス流量を増やすことで、圧縮機の流量をサージング点以上に維持します。
アンチサージコントローラは高速応答が求められ(バルブの全開動作を数秒以内に完了する必要がある)、通常の制御システムとは別に専用の安全計装として設計します。
サージの発生しやすい運転条件
プラントの起動・停止時(流量が変化する過渡期)、負荷変動時、吸入条件(温度・圧力・ガス組成)の変化時にサージングリスクが高まります。運転員はアンチサージコントローラの動作確認を定期的に行い、バルブの開閉動作に異常がないことを確認することが重要です。
シールシステムと潤滑油システム
圧縮機の信頼性を左右する重要なシステムとして、シール系と潤滑油系があります。
軸シールの種類と特性
圧縮機のシャフトとケーシングの隙間からのガス漏れを防ぐための軸シールには、主に以下の種類があります。
ラビリンスシール(迷路シール): シャフトとケーシング(または固定リング)の間に迷路状の溝を設け、ガスが通過するたびに圧力を段階的に降下させることでシール効果を生む方式です。摺動接触がなく摩耗しないため耐久性が高いですが、ガスが少量漏れることを許容する設計です。水素ガスなどの有害・可燃性ガスが漏れる場合は、窒素パージを組み合わせた「タンデム型」や「ダブル型」の構成にします。
ドライガスシール(DGS:Dry Gas Seal): 現代の大型遠心圧縮機における標準的なシール方式です。1対の精密加工された回転リングと固定リングの間にガスを流し、ガス膜でシールを維持するノンコンタクト型のメカニカルシールです。漏れ量は極めて少なく(約2 Nm³/h程度)、油を使用しないため「ドライ」と称されます。
API 617ではプロセスガス圧縮機のシールシステムとしてDGSが標準的に要求されます。DGSには通常、窒素などのクリーンなシールガスが供給されるシールガスシステムが付属しており、この管理が適切かどうかが圧縮機の信頼性に直結します。
ウェットシール(オイルシール): シャフトに沿って密封油を送り込み、油膜でガスを閉じ込める方式です。古くから使用されてきた信頼性の高い方式ですが、油がプロセスガスに混入するリスクや、汚染された油の処理が必要となる課題があります。新設プラントではDGSへの移行が主流です。
潤滑油システム(API 614準拠)
大型遠心圧縮機の軸受・継手の潤滑には専用の潤滑油システムが設けられます。API 614「Lubrication, Shaft-Sealing, and Oil-Control Systems and Auxiliaries」に準拠した設計が国際標準となっており、以下の主要機器で構成されます。
- メインオイルポンプ:主機に連動したシャフト駆動ポンプまたは電動ポンプ
- 補助オイルポンプ(バックアップポンプ):電動式。メインポンプ失陥時に自動起動
- オイルタンク:適切な油容量を確保。除湿・清浄化機構付き
- オイルクーラー:軸受から戻った高温の油を冷却(水冷または空冷)
- オイルフィルター(二重フィルター):運転中も交換可能なデュプレックス式
- オイルコンソール(ルーブリケーションパネル):圧力・温度・流量の監視・制御
油圧・温度の異常時には圧縮機を緊急停止(トリップ)させるインターロックが設定されます。日常管理では、油温・油圧・油中の汚染度(NAS汚染クラス等)の定期的なモニタリングが重要です。
往復動圧縮機の容量調整方式
往復動圧縮機の容量(流量)を調整する方式には、以下の代表的な方法があります。
クリアランスバルブ方式(クリアランスポケット方式)
シリンダ端部に追加のクリアランス容積(ポケット)を設け、そこにバルブを設置して開閉を制御する方式です。クリアランスポケットを開けることでシリンダの実効圧縮比を変え、吐出流量を段階的に調整(例:100%→75%→50%)します。構造がシンプルで信頼性が高く、プロセス圧縮機に広く使用されます。
スピルバック制御(再循環制御)
吐出ガスを吸入側に戻すバイパス弁(スピルバック弁)の開度を調整することで流量を制御する方式です。吐出流量は広い範囲で連続的に調整できますが、スピルバックされたガスを再圧縮するためにエネルギー効率が低下します。連続制御が必要な系では有効な方法ですが、エネルギーコストには注意が必要です。
アンローダー弁(インレットバルブアンローダー)
吸入弁を機械的に強制開放したままにすることで、シリンダがガスを圧縮しない状態(ノーロード)にする方式です。段数や片側・両側の組み合わせによって、100%→75%→50%→25%→0%と段階的な容量調整が可能です。
圧縮機のメンテナンスと信頼性管理
プロセスプラントにおける圧縮機は、多くの場合スペア機を設けない「1運転1スタンバイ」あるいは「1台運転」の構成であるため、トラブルによる停止は即プラント停止に直結します。計画的なメンテナンスが信頼性管理の要です。
日常点検の重要指標
運転中に継続的にモニタリングすべき指標は以下の通りです。
遠心圧縮機の場合:
- 振動値(軸振動・ケーシング振動):API 670に規定するプローブとモニタリングシステムで管理。アラーム・トリップ値の設定が重要
- 軸受温度(ジャーナル軸受・スラスト軸受):温度上昇は潤滑不良・軸受摩耗の前兆
- 吸入・吐出圧力・温度・流量:性能曲線との乖離をモニタリング
- シールガス差圧・漏れ量:DGSの健全性確認
- 潤滑油圧力・温度・汚染度
往復動圧縮機の場合:
- 各シリンダの吸入・吐出温度・圧力
- バルブ温度(サーモグラフィーによる遠隔測定も有効)
- クランクシャフト・コネクティングロッドの振動
- ピストンロッドのデビエーション(偏心量)
- 圧縮機フレームの基礎ボルトの締め付け状態
定期オーバーホールの計画
大型プロセス圧縮機では、プラントのターンアラウンド(定期修繕)に合わせて圧縮機のオーバーホールを実施します。遠心圧縮機の場合、適切に管理されていれば3〜5年間ノンストップ運転が可能です。
遠心圧縮機のオーバーホール主要項目:
- ロータの取り出しと点検(インペラ・ダイアフラム・ラビリンスシール)
- 動バランス確認・再バランシング
- DGS交換(使用時間・状態に応じて)
- 軸受の交換(ジャーナル軸受・スラスト軸受のパッド交換)
- ケーシング内部の腐食・エロージョン検査
往復動圧縮機のオーバーホール主要項目:
- バルブ(吸入弁・吐出弁)の点検・交換:最も故障頻度が高い部品
- ピストンリング・ライダーリングの交換
- ピストンロッドのパッキン(シールリング)交換
- クロスヘッド・ピン軸受の点検
- シリンダライナーの摩耗測定
よくあるトラブルと原因分析
遠心圧縮機:軸振動の増大 原因:ロータ汚損(液体・固体の堆積によるアンバランス)、軸受摩耗、シャフトの曲がり、ラビリンスシールの接触。振動値の傾向管理(トレンド監視)で異常の早期発見が可能です。
往復動圧縮機:バルブ故障 吐出温度の上昇や圧縮機効率の低下がバルブ不良のサインです。バルブのスプリング折れ・プレート割れ・シート摩耗が主な原因です。バルブ温度のサーモグラフィー測定や、バルブキャップの温度傾向監視が有効な診断手法です。
スクリュー圧縮機:油分離不良 給油式スクリュー圧縮機では、オイルセパレーターの詰まりや劣化によって吐出ガスへの油混入量が増加します。オイルセパレーターのメンテナンス周期を遵守することが重要です。
まとめ:機種選定から信頼性管理まで体系的に取り組む
プラントにおける圧縮機の選定と管理は、プラントエンジニアとして最も重要なスキルの一つです。本記事の要点を整理します。
圧縮機の選定においては、流量・圧力比・ガスの分子量・運転の連続性を総合的に評価することが基本です。大流量・連続運転には遠心式、低流量・高圧・水素系には往復動式、計装空気・冷媒には無給油スクリュー式という選択のフレームワークを持っておくと実務に役立ちます。
API 617(遠心・軸流)、API 618(往復動)、API 619(スクリュー)といった国際規格を理解し、ロータダイナミクス・シールシステム・潤滑油システムの仕様を適切に設定することが高信頼性の圧縮機システムの基盤となります。
遠心圧縮機特有のサージング現象は、プラントの安定操業に直結する重大な課題です。アンチサージ制御システムの設計・試験・日常管理を確実に行うことが求められます。
メンテナンスにおいては、振動・温度・圧力などの運転パラメータを継続的にモニタリングし、傾向管理を行う「予防保全・予知保全」の考え方が圧縮機の信頼性向上に有効です。プラントの定期修繕計画に合わせた計画的なオーバーホールを実施し、部品の劣化・摩耗を未然に防ぐことがプラントの稼働率向上と安全な運転継続に繋がります。
おすすめAmazon書籍
圧縮機・回転機械の理解を深めるための参考書籍です





コメント