
老朽化が進む石油・石化・化学プラントにとって、「どの設備を、いつ、どのように検査するか」という問いは、安全とコストの両立を左右する最重要課題です。従来の時間基準保全(TBM)では、重要度に関係なく一律に定期検査を行っていましたが、それでは検査コストが膨大になる一方で、本当にリスクの高い設備を見逃してしまうリスクがあります。
この問題を解決する手法が RBI(Risk-Based Inspection:リスクベース検査) です。RBIは「どこに本当のリスクが潜んでいるか」を科学的に評価し、検査資源を最も効果的に配分するための体系的なアプローチです。本記事では、RBIの基本概念から実施プロセス、API 580/581規格の要点、そして日本の高圧ガス保安法との関係まで、現役プラントエンジニアの視点で徹底解説します。
RBIとは何か:基本概念と誕生の背景

RBIの定義
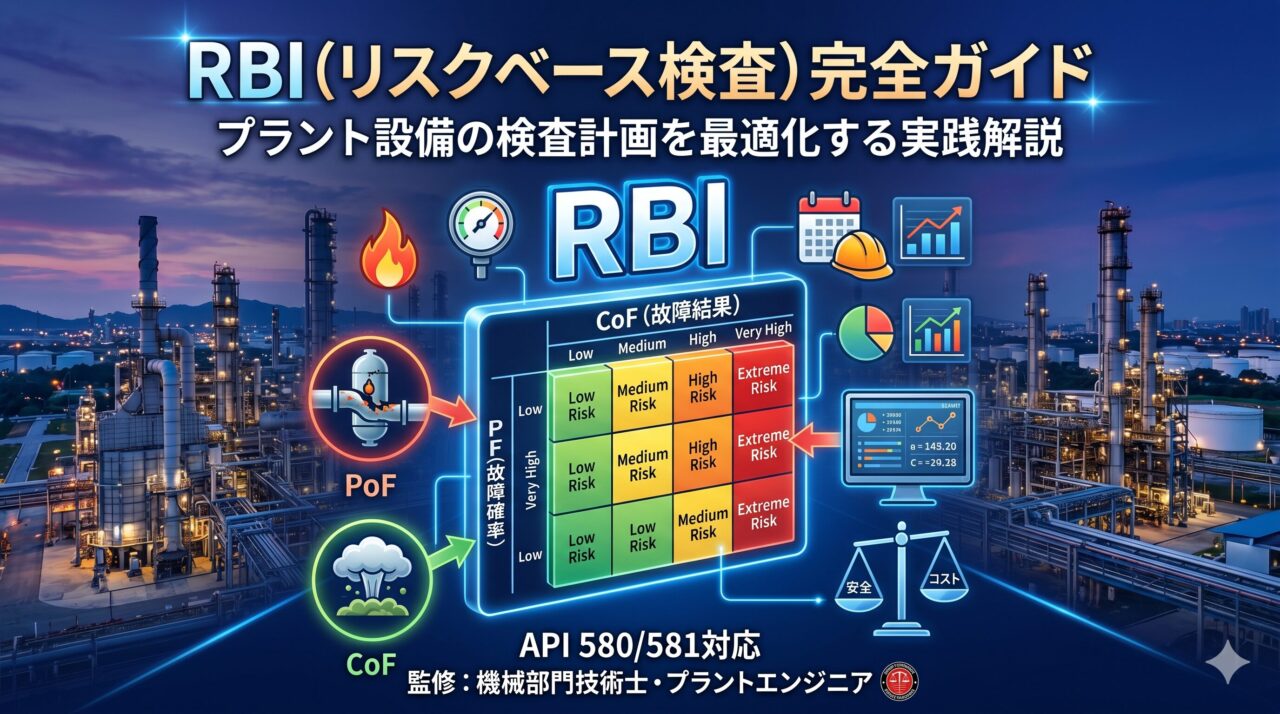
RBI(Risk-Based Inspection:リスクベース検査)とは、設備の故障確率(PoF:Probability of Failure)と故障結果(CoF:Consequence of Failure)を組み合わせてリスクを定量的に評価し、そのリスクレベルに応じて検査の優先順位・時期・方法を最適化する手法です。
石油・石化プラントの圧力機器(圧力容器・熱交換器・タンク・配管)は、長年の運転によって腐食・減肉・応力腐食割れ(SCC)・疲労損傷などのさまざまな劣化損傷が蓄積します。設備数が数百〜数千点に上るプラントでは、全設備を同じ頻度・方法で検査することは現実的ではありません。
RBIは「リスクの高い設備に集中的に検査資源を投入し、リスクの低い設備は検査頻度を合理的に低減する」という考え方に基づいています。
RBI誕生の歴史的背景
RBIが体系化されたきっかけは、1990年代に米国石油協会(API)が主導した研究プロジェクトです。1980年代から1990年代にかけて、米国の製油所では老朽化設備による重大事故が相次ぎ、業界全体で「リスクに基づいた科学的な検査計画」の必要性が認識されるようになりました。
1996年にAPIが API RP 580(Risk-Based Inspection) の初版を発行し、さらに2000年代に入って定量的な計算手法を規定した API RP 581(Risk-Based Inspection Technology) が整備されました。現在では日揮、IHI、JGCグループなど日本の大手エンジニアリング会社もRBIを積極的に導入しており、国内の石油精製・石油化学・化学プラントに普及しています。
リスクの基本構造:PoFとCoFを理解する

RBIの核心は、リスクを以下の式で定義することにあります。
リスク(Risk)= PoF(故障確率)× CoF(故障結果)
この二つの要素を個別に評価し、その積がリスクレベルを決定します。
故障確率(PoF:Probability of Failure)
PoFは、ある一定期間内に設備が損傷または破損する確率を示します。PoFを左右する主な要因は以下のとおりです。
材料特性と損傷メカニズム
- 材料の腐食耐性(ステンレス鋼、炭素鋼、合金鋼の種別)
- 流体の腐食性(硫化物、塩化物、硫酸、アミン類など)
- 運転温度・圧力・流速
設備の状態と経歴
- 製造からの経過年数(設備年齢)
- 過去の腐食速度データ(実測減肉量)
- 過去の検査結果・非破壊検査(NDT)履歴
検査の有効性(IE:Inspection Effectiveness)
- 過去に実施した検査の種類(超音波探傷、磁粉探傷、X線透過など)と精度
- 検査によって損傷メカニズムをどの程度把握しているか
APIの定量的手法(API RP 581)では、これらのパラメータを数値化してPoFを計算します。
故障結果(CoF:Consequence of Failure)
CoFは、設備が故障(漏洩・破裂)した場合にもたらされる影響の大きさを示します。評価項目は以下のとおりです。
安全面(人的被害)
- 火災・爆発による熱放射や過圧の影響範囲
- 有毒ガス漏洩による影響エリアと被曝量
- 人員の配置状況(有人エリアか否か)
経済面(財物損失・操業停止)
- 漏洩した流体の量・種類による環境汚染の規模
- 設備の修復費用・取替費用
- 生産停止による機会損失(1日当たりの逸失利益)
環境面(環境影響)
- 漏洩物質の土壌・河川・大気への影響
CoFは「安全性の影響面積(㎡)」で定量化する方法(API RP 581の定量法)と、リスクマトリックスの高中低で評価する半定量法があります。
API 580とAPI 581:規格の要点解説
API RP 580(RBIの基本原則)
API RP 580は、RBIプログラムを設計・実施・維持するための原則とガイドラインを規定した規格です。主な内容は以下のとおりです。
- RBIプログラムの構築に必要な基本要素と組織的要件
- 損傷メカニズムの同定と評価の枠組み
- 検査計画の立案・文書化・見直しのプロセス
- RBI実施者に求められる技術的コンピテンシー
API RP 580は「何をすべきか(What)」を定めたガイドラインであり、具体的な計算手法は規定していません。
API RP 581(RBIの定量的手法)
API RP 581は、PoFとCoFを具体的な数式で計算するための定量的手法を規定しています。製油所・石化プラントの圧力機器を対象とした損傷メカニズム別の詳細な計算アルゴリズムが収録されています。
対象とする損傷メカニズム(6大カテゴリ)
- 減肉(Thinning):全面腐食・局部腐食・エロージョン
- 応力腐食割れ(SCC:Stress Corrosion Cracking):アミン割れ、苛性割れ、HF腐食、塩化物SCC等
- 外面損傷(External Damage):外面腐食、土中腐食、保温下腐食(CUI)
- 高温水素浸食(HTHA:High Temperature Hydrogen Attack)
- 配管の機械的疲労(Mechanical Fatigue):振動疲労、熱疲労
- 脆性破壊(Brittle Fracture):低温脆化、水素脆化
これらの損傷メカニズムは、プラントで扱う流体の種類・温度・圧力・材料の組み合わせによって発現しやすさが大きく異なります。
日本の規格・法令との関係
日本では、RBIに対応する体系的なJIS規格はまだ整備途上ですが、以下の法規制・業界指針との整合が求められます。
高圧ガス保安法
- 第一種製造者は「保安検査」を受検する義務があり、経済産業大臣または高圧ガス保安協会が実施
- 「自主検査」としてRBIを活用し、法定検査の補完・高度化が可能
- 高圧ガス保安協会(KHK)は「リスクアセスメント・ガイドライン」を発行しており、RBIの概念を取り入れた検査計画立案を推奨
労働安全衛生法(ボイラー・圧力容器安全規則)
- 第1種圧力容器・第2種圧力容器の定期自主検査義務
- 使用時間・経過年数に基づく定期検査の最低要件があり、RBIによってより高頻度・高精度の検査を付加することが現実的な運用
消防法(危険物施設)
- 危険物を取り扱うタンクや配管の保安検査。RBIによってリスクの高い設備を特定し、重点的に定期点検を実施することで保安水準を向上
RBIの実施プロセス:7ステップで理解する

RBIプログラムを現場に導入するには、以下の7ステップで体系的に進めます。
ステップ1:スコープの設定
まず「何を対象にするか」を明確にします。全プラントを対象とするか、特定のプロセスユニットに絞るかを決定し、対象設備リスト(機器番号・材料・流体・運転条件)を整備します。
石油精製プラントであれば、常圧蒸留塔(CDU)ユニット・水素化精製(HDS)ユニットなど、リスクの高いユニットを優先的に選定するのが一般的です。
ステップ2:基礎情報の収集
RBIの精度は、収集できる情報の質と量に直結します。収集すべき情報は以下のとおりです。
- 設備台帳:材料、設計圧力・温度、肉厚(設計値・測定値)、腐食しろ
- プロセスデータ:流体組成、pH、温度・圧力のトレンドデータ
- 検査履歴:過去のNDT記録、腐食速度の実績値
- インシデント記録:過去の漏洩・異常事象のデータ
- フローシート(PFD/P&ID):プロセスの流れと接続関係
ステップ3:損傷メカニズムの同定
収集した情報をもとに、各設備に対して「どのような損傷メカニズムが作用しているか」を特定します。損傷メカニズムの同定には、腐食工学の専門知識が必要です。
例えば、硫化水素(H₂S)を含むサワーガスを処理するユニットでは、以下の損傷メカニズムが同時に作用する可能性があります。
- 湿潤H₂S損傷(Wet H₂S damage):水素誘起割れ(HIC)、硫化物応力腐食割れ(SSCC)
- アミン腐食:アミン吸収塔のリッチアミン液による局部腐食
- 高温硫化腐食(Sulfidation):240℃以上の高温域での炭素鋼の硫化腐食
損傷メカニズムが正しく同定されれば、有効な非破壊検査(NDT)手法も自ずと絞り込まれます。
ステップ4:PoFとCoFの評価
同定した損傷メカニズムに基づき、API RP 581に準拠した定量評価またはリスクマトリックスを用いた半定量評価を行います。
PoF評価のポイント
- 腐食速度(mm/年)の実績・推定値を用いて「残存肉厚寿命(Remaining Life)」を計算
- 検査の有効性(過去の検査でどの程度損傷を確認できているか)による補正
- 流体が変更された場合の新たな損傷メカニズムの追加評価
CoF評価のポイント
- 漏洩穴径(ピンホール〜完全破断)ごとの漏洩量を推定
- 流体の可燃性・毒性に応じた影響面積の計算
- 人員密度マップとの重ね合わせによる人的リスクの評価
ステップ5:リスクランキングと優先順位の決定
全対象設備のPoFとCoFをリスクマトリックス上にプロットし、リスクランクを決定します。「高リスク」と判定された設備は、次のステップで集中的な検査計画を立案します。
このリスクランキングは、設備のオーナー(プラント操業部門)、検査エンジニア、プロセスエンジニアが合同でレビューし、プラント固有のリスク許容基準と照らし合わせて最終確定します。
ステップ6:検査計画の策定
リスクランクに応じた検査計画を立案します。検査計画には以下の要素が含まれます。
| リスクランク | 検査間隔 | 優先NDT手法 |
|---|---|---|
| 極高(Red) | 1〜2年 | 超音波探傷(UT)スキャン、フェーズドアレイUT(PAUT)、長距離超音波(LRUT) |
| 高(Orange) | 2〜4年 | 超音波厚さ測定(UTM)、電磁超音波探傷(EMAT)、渦流探傷(ECT) |
| 中(Yellow) | 4〜8年 | 超音波厚さ測定(UTM)、目視検査(VT) |
| 低(Green) | 8〜12年以上 | 目視検査(VT)、最小限のUTM |
また、検査箇所も「どこを測定するか」を具体的に指定します。腐食が集中しやすい流れの乱れるエルボ部・ノズル接続部・デッドレッグ部などを優先的に選定します。
ステップ7:RBI記録の更新と継続的改善
RBIは一度実施して終わりではありません。新たな検査結果・腐食速度の更新・プロセス変更・インシデント発生などに応じて、定期的にPoFとCoFを再評価し、リスクランキングを更新します。
このPDCAサイクルを回し続けることで、RBIプログラムは年々精度が向上し、プラントの安全性と経済性を両立したベストな検査戦略へと収束していきます。
保温下腐食(CUI):見えないリスクへの対処
RBIを導入している現場で特に注意が必要なのが、保温下腐食(CUI:Corrosion Under Insulation) です。保温材に覆われた配管や設備の外面が、雨水や結露水の浸入によって腐食するこの現象は、外観からは全く発見できないため「見えない爆弾」とも呼ばれています。
CUIが特に発生しやすい条件は以下のとおりです。
- 温度範囲:−12℃〜175℃(特に断熱材が濡れ・乾燥を繰り返す温度帯)
- 保温材の劣化:シーリングの破損、保温材の吸水による腐食環境の形成
- 設備の形状:サポート部・フランジ周辺・弁周辺など保温材の継目部
RBIでCUIをPoF評価する際には、設備の稼働温度・保温仕様・設置環境(沿岸部など塩分を含む環境かどうか)・保温材の状態を考慮します。CUIリスクが高い箇所には、撮影サーモグラフィー(赤外線カメラ)・長距離超音波探傷(LRUT)・パルス渦電流探傷(PEC)などの先進NDTを活用することで、保温材を取り外すことなく外面腐食の有無を効率的に確認できます。
RBI導入の効果と課題

期待できる効果
RBIを適切に導入・運用すると、以下の効果が期待できます。
安全性の向上 リスクの高い設備を早期に特定・管理することで、突発的な漏洩・破損事故のリスクを低減します。過去のインシデントデータをPoF評価にフィードバックすることで、ヒヤリハットを未然に防ぐ体制が構築できます。
検査コストの最適化 高リスク設備に集中投資する一方で、低リスク設備の検査頻度を科学的根拠をもって低減できるため、検査費用全体の20〜40%削減を実現したプラントの事例も報告されています。
定期修繕工事(ターンアラウンド)の計画精度向上 リスクベースで優先順位づけられた開放点検リストにより、定期修繕工事(TA)での工事量・工事期間の見積もり精度が向上し、不要な開放点検を削減できます。
知識の文書化と技術継承 RBI実施の過程で、損傷メカニズムの同定・腐食速度データ・検査有効性の評価といったエンジニアの暗黙知が文書化されます。これは技術伝承の観点からも非常に大きなメリットです。
導入・運用上の課題
一方で、RBI導入にはいくつかの課題もあります。
初期データ整備の負担 PoF評価には設備台帳・検査履歴・プロセスデータが必要ですが、古いプラントではこれらのデータが紙ベースで管理されていたり、欠損していたりするケースが少なくありません。データ整備には相当の工数と費用が必要です。
専門人材の確保 損傷メカニズムを正確に同定するには、腐食工学・材料工学・プロセス化学の知識が不可欠です。社内にその人材がいない場合は、外部の検査会社や専門コンサルタントとの連携が必要になります。
ソフトウェアコスト 定量的なRBI(API RP 581準拠)を実施するには、専用のRBIソフトウェア(例:Meridium APM、Inspection.io、Corvus等)が必要であり、ライセンス費用や導入費用が発生します。小規模な設備数のプラントではExcelベースの半定量的RBIからスタートするアプローチも現実的です。
現場で使えるRBI活用のヒント:エンジニアとしての実践知

筆者がプラントエンジニアとして現場でRBIに関わった経験から、特に重要だと感じるポイントをお伝えします。
プロセスエンジニアとの連携を密に 損傷メカニズムの同定は、配管・設備のルートだけでは判断できません。「流体の組成がどう変わっているか」「温度・圧力が設計値からどれだけ乖離しているか」といったプロセスの実態を把握しているプロセスエンジニアとの密な連携が、高精度なPoF評価の鍵です。
腐食速度データは「実測値」を使う API RP 581の計算では、腐食速度の推定に一般的なデータを使うことができますが、プラント固有の実測値(過去の超音波測定データ)がある場合は必ず実測値を優先してください。プラントの実情を反映した腐食速度こそが、精度の高いRBIを実現する核心です。
CoFの「人員密度マップ」は定期更新を 人的リスクを評価するCoFは、作業員が常駐するエリアと一時作業エリアでは大きく異なります。作業体制の変更・新設備の設置・建屋の増設などで人員密度が変わる場合は、CoFの再評価が必要です。特に、ターンアラウンド中は普段無人のエリアに多数の作業員が入るため、TA中のリスク評価は通常運転時と分けて考える必要があります。
まとめ:RBIはプラント保全の「地図」である
RBI(リスクベース検査)は、広大なプラントの中で「どこに危険が潜んでいるか」を可視化し、限られた検査資源を最も効果的に配分するための科学的な手法です。
RBIを一言で表すなら、「プラント保全の地図」 です。地図があれば、どこに険しい道があり、どこが安全な道かが分かります。RBIというリスクの地図を持つことで、エンジニアは自信を持って検査計画を立案し、経営層にもリスクに基づいた根拠ある説明ができるようになります。
導入のハードルは決して低くありませんが、段階的なアプローチ(まず半定量的なリスクマトリックスから始め、データが蓄積するにつれて定量評価へ移行する)を取ることで、多くのプラントで実現可能です。
まだRBIを導入していない現場のエンジニアにとって、本記事がその第一歩となれば幸いです。
あわせて読みたい記事
- 【プラント設計の基礎】バルブの選定のポイント!基本事項とトラブル事例を解説!
- 圧縮機(コンプレッサー)完全ガイド:種類・選定・サージング対策・メンテナンス
- 【プラント設計の基礎】圧力容器の設計圧力の考え方【設計圧力、許容圧力、常用圧力】
- 【プラント設計の基礎】プラント設計に必須!「PFD」と「P&ID」の”超”基礎知識!
- 【プラント配管設計の基礎】これで完璧!配管サポートの考え方!
参考文献・関連書籍



コメント